

波(bō)峰焊溫度是多少(shǎo)?
發布時間:2021-03-19 瀏(liú)覽:次 責任編輯:晉力達(dá)
波峰焊溫度的設定是每一個電子加工廠在(zài)進行DIP插件加工時所需要考慮的。到底應(yīng)該如何設定才能使加工成品質量更加完善呢?波峰焊溫度(dù)的設(shè)定事實上就是預熱溫度和焊(hàn)接溫度的設定,波峰焊加(jiā)工PCB線路板(bǎn)會經過預熱區,焊接區和(hé)冷卻區。下麵,波峰焊溫(wēn)度(dù)是多少?(如果你想了解更多波峰焊,歡迎谘詢>>>400-9932122)
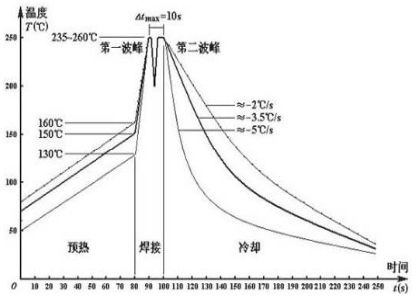
爐溫(wēn)曲線圖
1: 預熱區PCB板底溫度範圍為﹕90-120oC.
2: 焊接時錫(xī)點溫(wēn)度範圍為﹕245±10℃
3. CHIP與WAVE間(jiān)溫度不能低於180℃
4. PCB浸錫時間:2--5sec
5. PCB板底預熱(rè)溫度升溫斜率≦5oC/S
6. PCB板(bǎn)在出爐口的溫度控製在(zài)100度以下。
波峰焊預熱的溫度
預熱的作用是使助焊劑(jì)中的溶劑充分揮發,以免印製板通過焊錫時,影響印製(zhì)板(bǎn)的潤濕和焊點的形成;使印製板在焊接前達到一(yī)定溫度,以免受到熱衝(chōng)擊產生翹曲變形。一般(bān)預熱溫度控製在180~ 200℃,預(yù)熱時間1 ~ 3分鍾。
最(zuì)後總結
波峰焊焊接溫度是影(yǐng)響焊接質量的一個重要的工藝參數。當焊接溫度過低時,焊料的擴展率、潤濕性能變差(chà),由於(yú)焊盤或元器件焊(hàn)端不能充分的潤濕,從而產生虛焊、拉(lā)尖、橋(qiáo)接等缺陷;當焊接溫度過高時,則加(jiā)速了焊盤、元器件引腳(jiǎo)及焊料的氧化,易產生虛(xū)焊。焊接溫度應控(kòng)製在250+5℃。
