

波(bō)峰焊助焊劑噴頭不(bú)噴霧怎麽解決(jué)
發布時間:2021-11-20 瀏覽:次 責任編(biān)輯:晉力達
針對廣大客戶使用波峰焊(hàn)設備出現噴頭不噴霧的情況,晉力達今日(rì)分享常見故障以及詳細處理(lǐ)方法。
波峰焊助(zhù)焊(hàn)劑噴霧區主要由兩個部分配合組成:
1,噴頭移動係統
2,噴頭噴霧係統。

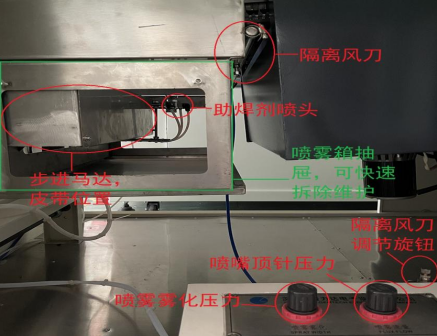
1,噴霧移動目前分為兩種:⑴ 由氣缸推動 ⑵ 由步(bù)進馬(mǎ)達+直線導軌滑塊,同步輪,同步帶組成。
首先需要排除是(shì)否在自動模式下不噴霧,手動模式可以(yǐ)噴霧這個情況是由於進板光眼或測速感應器發生(shēng)故障導(dǎo)致PLC無法計算產品的具體(tǐ)位置,故不噴霧,今天講解的問題(tí)不包括這種情況。

氣缸移動故(gù)障原因:
①,氣缸密封條漏氣導致氣缸無法移動
解決方法:關閉噴霧後氣缸有漏氣聲音很大則為氣缸漏(lòu)氣,更換氣缸(注意檢查是否為管道未接好導致的漏氣)
②,氣(qì)缸密封條或氣缸滑塊附近鬆香堆積太多導致氣缸移動困難
解決辦法:使用抹布粘酒精把鬆香殘留物清理幹淨(jìng),並加黃油潤滑保持氣缸移動順暢,建議1個月清(qīng)理一次氣缸上的(de)鬆香殘留(liú)物
③,電磁閥故障導致氣缸無法移動或移動困難
解決辦法:開啟手動(dòng)噴霧後,電磁閥線(xiàn)圈會供電亮燈,首先檢查電磁閥24V直流供電是否正常(cháng),無供電需要查看圖紙檢(jiǎn)查繼電器或PLC輸出。供電正常電磁閥不工作(zuò)則更換電磁閥或電磁閥(fá)線圈


④,氣(qì)缸供氣氣壓(yā)不夠或(huò)者(zhě)供氣管道彎(wān)折導致供氣量低,氣缸無法移動
解(jiě)決辦法:檢查外部供氣(qì)氣壓必須在開(kāi)啟噴霧時保持(chí)≥0.4MPA以上,同(tóng)時可以調節氣缸壓力減壓(yā)閥,偏低時氣壓太低無法(fǎ)推動氣缸。管道(dào)彎折導致氣(qì)缸無(wú)法移動需要檢查所(suǒ)有管道有無折彎角度過大,校正管(guǎn)道

步進馬達移動故障原因:
①,步進(jìn)馬達或驅動器損壞
解決(jué)辦法(fǎ):檢查步進(jìn)馬達A,B兩相之(zhī)間的電阻是否一致,不一致則馬達損壞需要更換馬達,驅動器(qì)發(fā)生(shēng)故障時指示燈會變為紅色,有可能是步進馬達引(yǐn)起的驅動器報錯,拆除步進馬達A,B相線後,指示燈由紅變綠則是步進馬達損壞,拆除馬達相線後(hòu)還是紅燈則更換驅動(dòng)器
②,直線導軌滑塊問題(tí)導致無法(fǎ)移動
解決(jué)辦法:檢查直線導(dǎo)軌滑塊是否有鬆香殘留物,用抹布粘酒精清理幹淨並加黃油,建議(yì)1個月維護一次;拆除馬達所有相線(xiàn)後用手推動(dòng)噴頭(tóu)是否移(yí)動困難,一般拆除馬達相線後手推噴頭沒有阻力很順(shùn)暢,如果阻力很大則是直(zhí)線導軌滑塊損壞,更(gèng)換直線導軌滑塊
③,皮帶或同步輪故障導致無法移動
解(jiě)決辦法:檢查皮帶是(shì)否鬆動或者脫離(lí),斷裂導致馬達空(kōng)轉。同步輪(lún)是否軸承卡(kǎ)死或磨(mó)損導致打滑或移動困難。(調整過同步輪後需要檢查馬達同步輪(lún)和另一側同步輪是否在一條(tiáo)線上,不在一條線上容易導致皮帶磨損,以及皮帶擦邊(biān)帶來的(de)異響)
2,噴頭噴霧係統
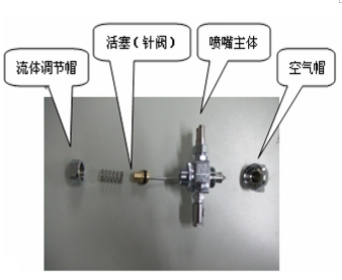
助焊劑噴頭主要包(bāo)括噴霧造型帽(mào)、噴嘴主體部分、活塞(頂針(zhēn))、頂針彈簧、流量調節螺母(噴頭底蓋)、幾大塊組成。

①,噴頭隻噴氣不噴助焊劑
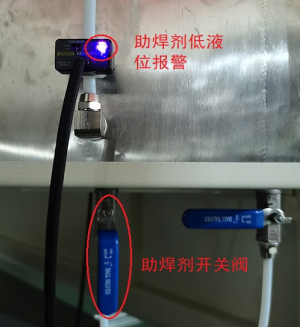
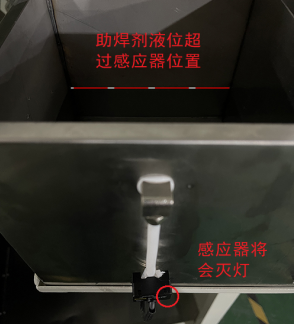
解決辦法:首先檢查外部供(gòng)氣氣壓必須在開(kāi)啟噴霧時保持(chí)0.4mpa以上,“噴霧流量”減壓閥保持在最大(dà)限位處(該減壓閥旋鈕(niǔ)抬高後向右擰至擰不動為止),壓力低於0.3mpa噴頭針閥無法(fǎ)正常(cháng)開閥閉閥,助焊(hàn)劑無法流入噴頭(tóu)腔體內。助(zhù)焊劑箱助焊劑液(yè)位有沒有達到一(yī)定的高度,沒有水壓助(zhù)焊劑無法(fǎ)流到噴頭內,助焊劑開關球閥是否開(kāi)啟(qǐ),管道有無折彎角度過(guò)大,校正管道等基(jī)本操作。
再通過逆時針擰(nǐng)鬆噴頭底蓋,從而加大(dà)噴頭流量(liàng),同時可以調大噴頭頂針(zhēn)壓力減壓(yā)閥,偏低時氣壓(yā)太低無法噴出助焊劑。另還需要檢查助焊劑箱助焊劑液位有沒有達到一定(dìng)的高度,沒有水壓助(zhù)焊(hàn)劑無法流到噴(pēn)頭那邊,助焊劑開關球閥是否開啟等基本操作。


上述檢查(chá)完成後還是無法噴霧則為噴頭內部堵塞導致,需(xū)要(yào)拆下噴頭進行維(wéi)護,必須要記住拆卸噴頭時的三個接口對應的三根管(guǎn)道,不能接錯管道,否則(zé)噴頭無法使用。參考噴頭保養指導書進行維護,建議每2周(zhōu)拆卸噴頭維護一(yī)次,使噴頭(tóu)穩定在最佳狀態。
維護噴頭後還是不噴霧則更換噴頭,助焊劑粘性很強,稍有維護不當噴頭就(jiù)會損壞,所以每日每月保養必須按照規定完成,最好準備一個備用噴頭,維護時更換備用噴頭(tóu)不耽誤生(shēng)產,晉力達自產波峰(fēng)焊均配備(bèi)2個噴(pēn)頭。
②,噴頭不(bú)噴氣也不噴助焊劑
解決辦(bàn)法(fǎ):首先還是要排除氣壓低等基本操作後檢查噴霧電磁閥有無(wú)24V直流供電亮燈,如果電磁閥有供電不噴霧先關閉噴霧,按下電磁閥閥體上的手動按(àn)鈕能否正常,如果正常則(zé)是電磁(cí)閥線圈損壞,更換(huàn)線圈。供電正常按手(shǒu)動按鈕也沒反應這是電磁閥閥體壞,更換整個電磁閥。
電(diàn)磁閥無供電則為上級繼(jì)電器或PLC故障,參照圖紙或廠家售後進行排查。
附波峰(fēng)焊噴霧區(qū)日常保養內容
1、每日下班前噴頭需要用酒精噴3-5分鍾,具體操作(需關閉預熱(rè)箱再操作):關閉助焊劑球閥,打開酒精閥,點擊噴霧手動(觸摸屏款)或設(shè)置一連續噴霧(電腦款),第(dì)二天(tiān)上班請關閉酒精閥,噴幹淨管道內殘留的酒精,再打開助焊劑閥,待再噴霧半分(fèn)鍾至管道內殘留酒精(jīng)噴幹淨可正常工作。
2、每(měi)周清理一次助焊劑箱抽屜內鬆香殘留物,助焊劑箱上端過(guò)濾網,助焊劑噴頭外(wài)表擦拭(shì)幹淨(jìng)。
3、每月打開噴霧馬達或氣(qì)缸上端蓋子,用酒精擦拭滑塊(kuài)上(shàng)的助焊劑殘留物,加入少量潤滑黃油,保持噴霧移動的流暢性和穩定性。
4、每兩周拆除噴嘴清洗一次,噴嘴下麵的螺紋蓋,內部頂針,彈簧,上端霧化(huà)蓋,放入酒精(jīng)浸泡1-2小時以稀釋掉助焊劑殘留物,保持噴嘴(zuǐ)的持續工作穩定性。
5、每月(yuè)清理進板光點眼上端的灰塵和助焊劑殘留物,保持感應器的工作穩定。
6、每(měi)月清理噴(pēn)霧箱上端抽風管道內鬆香殘留,保證抽風順(shùn)暢。
