

關於波峰焊溫度常見問題匯總
發布時間:2020-08-14 瀏覽:次 責(zé)任編輯:晉(jìn)力達
波峰焊是電子製造領域一(yī)種常見的工藝,在這種焊接(jiē)工(gōng)藝中最常見的一個問題就是波峰焊溫度(dù)了,對於很多的波峰焊技術員來(lái)說如何設定波峰焊溫度和波峰焊溫度曲線圖等等都(dōu)還有很多疑問,今天15年波峰焊機廠家晉力達(dá)為大家(jiā)總結了一些關於波峰焊溫度常見的問題,希(xī)望可以幫助到大家。
波峰焊溫(wēn)度曲線圖介紹
在預熱區內,電路板上噴塗的助焊劑中的溶劑被揮(huī)發,可以(yǐ)減少焊接時產生氣體。同時,鬆香和活化劑(jì)開始分解活化,去除焊接(jiē)麵上的(de)氧化層和其他汙染物,並且防止金屬表麵在高溫下再次氧化。印製電路板和元器件被充分預熱,可以有效地避免(miǎn)焊接時急劇升溫產生的熱應力損壞。電路板的預熱溫度及時間,要(yào)根據印(yìn)製板的大小、厚度、元器件的尺寸和數量,以及貼裝元器件的多少而確定。在PCB表麵測量的預(yù)熱溫度應該在90~130℃間,多(duō)層板或貼片套件中元器件較多時(shí),預熱溫度取上限。預熱時間由傳送帶的速度來控製。如果預熱溫(wēn)度偏低(dī)或預熱(rè)時間過短,助焊劑中的溶劑揮發不充分(fèn),焊接時就會產生氣體引起氣孔、錫珠等焊接缺陷;如預熱溫(wēn)度偏高或預熱時間過長,焊劑被(bèi)提前分解,使焊劑失去(qù)活性,同樣會引起毛刺、橋接等焊接缺陷。為恰當控製預熱溫度和時間,達到佳的預熱溫度,也可以從波峰焊前塗覆在PCB底麵的助焊劑是否有粘性來進行判斷。
波峰焊溫度(dù)曲線圖及溫(wēn)度控製標(biāo)準介紹
合格溫度曲線必須滿(mǎn)足:
1: 預熱區PCB板底溫度範圍(wéi)為﹕90-120oC.
2: 焊接時錫點溫度範(fàn)圍為﹕245±10℃
3. CHIP與WAVE間溫度不能低於180℃
4. PCB浸錫時間:2--5sec
5. PCB板底預熱溫度(dù)升溫斜率≦5oC/S
6. PCB板在出爐口的(de)溫度控製在100度以下
各區域溫度與持續時間同樣是由設備各區溫度設定、熔(róng)融(róng)焊料溫度與傳送帶(dài)的運行速度(dù)來決定的。波峰焊溫度曲線測量仍(réng)然(rán)需要通(tōng)過測試手段確定,其基(jī)本過程也(yě)與回流(liú)曲線測定類似。由於PcB的正麵(麵,Top—orBoard)般(bān)貼裝密集,因(yīn)此溫度曲線可隻檢測麵溫度。測試時,確定傳送帶速度,然後記錄試驗板麵少三個點(diǎn)的溫度。反複調整加熱器溫度值使各點溫度達到設定的曲線(xiàn)要求,後(hòu)再進行實裝測試並進行必要的調整。在編製工藝文件時,除了記錄加熱溫(wēn)度曲線設定外,般還要記錄焊劑及其徐布工藝參數(泡沫高度、噴射角度、壓力、密度控製要求以及焊劑(jì)情理等),焊料波參數、焊料撿測(cè)和撤渣要(yào)求(qiú)等,這(zhè)些都是波峰焊的主要工藝參數。
PCB過波峰焊的最佳溫度是多少

PCB過波峰焊的(de)最佳溫度是280攝(shè)氏度。
印刷電(diàn)路板PCB電路(lù)板維修SMT組件,1206以下的電阻器和電容器以及dao麵積小於5 mm2的組件時,焊點溫度必須比焊料熔點高50攝氏度,即250攝氏(shì)度。 至(zhì)270攝氏度之(zhī)間;
對於大型組件,烙鐵溫度應設置在350至370之(zhī)間,最高溫度不應超過390,焊接時間不應太(tài)長(zhǎng),隻需幾秒鍾,在這種(zhǒng)情況下不會損壞PCB上的焊盤。
波峰焊溫度設(shè)定的標準
波峰焊接參數設定主要是(shì)波峰焊(hàn)溫度的設(shè)定和其它幾項參數的設定。那麽應該如(rú)何設定才能達到好的波峰焊接(jiē)品質呢?波峰焊溫(wēn)度的設定事實上就是預熱(rè)溫度和焊接溫度(dù)的(de)設定,波峰焊加工PCB線路板會經過預熱區,焊接區(qū)和冷卻區。15年波峰焊(hàn)機生產廠家晉力達這裏根據售後服務(wù)的經驗來為大家分享一下波峰焊(hàn)接參數溫(wēn)度設定標準(zhǔn)及技巧。
波峰焊生產線
一、波峰(fēng)焊(hàn)接溫(wēn)度設定的標準
波峰焊運(yùn)輸速(sù)度為0.8m/mim~1.8m/min;
波峰焊預熱溫度為:80℃~150℃,預(yù)熱(rè)時間為:40S-100S
波峰(fēng)焊錫爐溫度為:250℃~280℃.焊接時間為2S—8S.
無(wú)鉛助焊劑(現以康輝的KH-800型為準)
無鉛稀釋劑(現以康輝的KHX-800型為準)
波(bō)峰焊機顯示器上實際溫度與設置(zhì)溫度相差5℃以上(不含(hán)5℃)時(shí)為異(yì)常(cháng),此(cǐ)時不可使用波峰焊.(如果(guǒ)用夾具相差10℃以上為異常)
運輸帶角度為30 -70
氣壓(yā)設定在4-7kgf/cm2
夾(jiá)送傾角為:4~6度(dù);
助焊劑(jì)噴霧壓力為:2~3Psi;
針閥(fá)壓力為:2~4Psi;
已設置好的波峰(fēng)焊機參數如(rú)要修改需經工程師確認並存檔才可使用.
怎麽設(shè)定波峰(fēng)焊溫(wēn)度?
波峰焊對預熱的要(yào)求是要從低溫(80度)以斜坡上升至高溫度(130度以下),一般剛開機預(yù)熱要升溫5-10分鍾,預熱的時間一般(bān)都是120秒,機板的受熱溫度要在180度以下、無鉛波峰錫槽的最佳(jiā)溫度250-265度。要是有過(guò)爐治具的(de)話就要溫度可(kě)以打到170度以下(xià),預熱段的溫度要從低到高的設置(zhì),相鄰的預熱區溫度相差最好在10度左(zuǒ)右(yòu)!一般剛開機預熱要升溫5-10分(fèn)鍾,預熱的時間一般都是120秒,線路板的受熱(rè)溫度要在180度以下、有鉛波峰焊錫(xī)槽230+/-20攝氏度、無鉛波峰錫槽的最佳溫度(dù)250-265度。
有鉛波峰焊三(sān)段預熱(rè)區(qū)及錫爐溫度的設(shè)定:單麵板有鉛焊(hàn)接工藝:運輸速度:1.5米/分鍾;預熱1:120℃、預熱2:130℃、預熱3:140℃;錫爐溫度230+/-20攝氏度。這(zhè)樣(yàng)設置的話板麵溫度(dù)有85℃;板底溫度有100℃、雙麵板有(yǒu)鉛焊接工藝:運輸速度:1.2米/分鍾;預熱1:130℃、預熱2:140℃、預熱3:150℃;錫爐溫度245℃-252℃。這樣設置(zhì)的話板麵溫度(dù)有(yǒu)95℃;板底溫度有110℃、具體的實際參數都要用專業的爐溫曲線測試儀來測量才可以、如果這個參(cān)數沒有達到(dào)焊接工藝(yì)的話、還要調整參數、在進行測試、達(dá)到標準為止。
無鉛波峰焊的預熱區溫度升溫速(sù)率一(yī)般控(kòng)製在1.2~1.6℃/s(秒),預熱區溫度一般不超(chāo)過160℃,保溫區溫度控製在160~170℃,波峰區峰值溫度一般控製在250-265度,並且溫度的維持時間在10~15秒,從升溫到峰(fēng)值溫度的(de)時間應維持(chí)在三分半到四分鍾左右
溫度曲線測試線路板上取點問題:準備測試前線路板(bǎn)上的取點是取決於測試儀端口的多少來決定(dìng)的,有的儀器(qì)有4個端口,有的有6個,測試板越大,取的點就越(yuè)多,有的客戶是有要求(qiú)的,點(diǎn)越多,參考的範圍就越大,便於觀察你整個測溫板的溫度受熱均勻度。板麵一般隻(zhī)要(yào)一根線就可以了(le),除(chú)非客戶有特殊要求。
波峰焊溫度設定常用(yòng)技巧(qiǎo)?
1、波峰焊接溫(wēn)度
波峰(fēng)焊焊接溫度是影響焊接質量(liàng)的一(yī)個重要的工藝參數。當焊接溫度過低(dī)時,焊料的(de)擴展率、潤濕性能變差,由(yóu)於焊盤或元器件焊(hàn)端不能充分的(de)潤濕,從而產生虛焊、拉尖、橋接等缺陷;當焊接溫度過高時,則加速了焊盤、元(yuán)器件引(yǐn)腳及焊料的氧(yǎng)化,易產生虛焊。焊(hàn)接溫(wēn)度應控製(zhì)在250+5℃。
2、波峰焊預熱溫度
預熱的作用(yòng)是(shì)使助焊劑中的溶劑充分揮發,以免印製板通過(guò)焊錫時,影響印製板的潤濕(shī)和焊點的形成;使印製板在焊接前達到一定溫(wēn)度,以免受到熱衝擊產生翹曲變形。一般預熱溫度控製在180~ 200℃,預熱時間1 ~ 3分鍾。
3、波峰焊運輸軌道傾角
軌道傾角對焊接效果的影(yǐng)響較為(wéi)明顯,特別是在焊接高密度SMT器件時更是(shì)如此(cǐ)。當傾(qīng)角太小時(shí),較易出現橋接,特別是焊接中,SMT器件的遮蔽區更易出現橋接;而傾角過大(dà),雖然有利於橋接的消除,但(dàn)焊點吃錫量太少,容易產生虛焊。因此軌道傾角應控製在5°~ 7°之間。
4、波峰焊波峰高度
波峰的高度會因焊接工作時間(jiān)的推(tuī)移而有一些變化,應在焊(hàn)接過程中進行適當的修(xiū)正(zhèng),以保證(zhèng)理想高度進行焊接,以壓錫深度為PCB厚(hòu)度的1/2 - 1/3為準
設置(zhì)波峰焊(hàn)接溫度參數時,具體的實際參數(shù)都要用專業的爐溫曲線測試儀來測量才可以、如果這個參數(shù)沒有達到焊接(jiē)工藝的話、還要調整參數、在進行測試、達到標準為(wéi)止(zhǐ)。
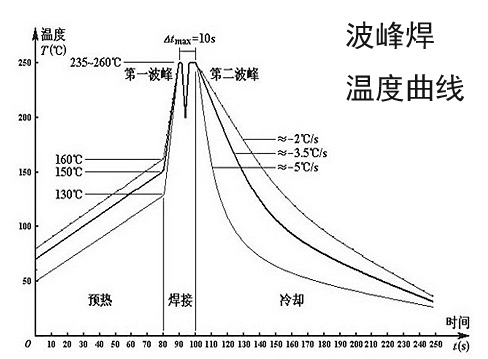
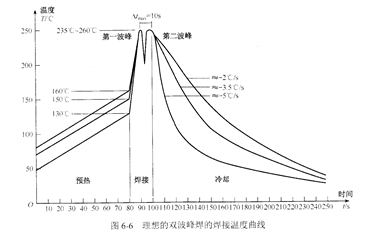
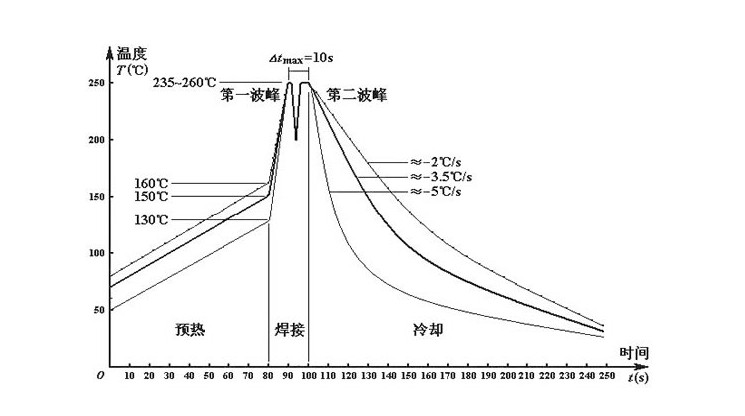
波峰焊的溫度曲線及工藝參數控製
理想的雙波峰焊的焊接溫度曲線如圖6-6所示(shì)。從圖中 J0011D01BNL可以看出,整個焊按過程被分為(wéi)三個溫(wēn)度區域:預熱、焊接、冷卻。實際的焊接(jiē)溫度(dù)曲線可以(yǐ)通過對沒備(bèi)的控製係統編程進 在預熱(rè)lK內,電路板(bǎn)上噴塗的助焊劑中的水分和溶劑被揮發,可以減少焊接時產生的(de)氣體。同時,鬆香和活化劑開(kāi)始(shǐ)分解活化,去除焊接麵上的氧化層和其他汙染物,並H卜11}∶僉屬表麵在高溫下再(zài)次氧化。
印(yìn)製電路板和元器(qì)件被充(chōng)分預熱,可(kě)以有效地避兔(tù)焊按時急劇升溫產生的(de)熱應力(lì)損壞。電路板的預熱溫度及時間,耍恨據(jù)印製板的大小、厚度、元器(qì)件的(de)尺寸和數量,以及貼裝元器件的多少而確定。在PCB表麵測(cè)董的預熱溫度應該在⒇℃~130°C之問,多層板或貼片元器件較多時,頂熱溫度取上限:預熱時問由傳送帶的速度來控製。如呆預熱溫度偏低或預熱時問過短,助焊劑(jì)中(zhōng)的溶劑揮(huī)發不充分,焊按時就會產生氣體引(yǐn)起氣孔、錫珠等焊接(jiē)缺陷;如預熱溫度(dù)偏高或預熱時間過長(zhǎng),焊劑被提if分解,使ht劑太去活性,閘樣會引起毛刺、橋接等焊接缺陷。
波峰焊預熱溫度和焊接溫度是多少?
波峰焊溫度指的就是波峰(fēng)焊的預熱溫度(dù)和焊接溫度,預熱溫度和焊接溫度的多少也跟焊接的產(chǎn)品有關,需(xū)要根據(jù)焊接產品來調(diào)節。下麵晉力達波峰焊為大家詳細的介紹,請看完(wán)後再看相關閱讀,對波峰焊溫度的調節做個詳細的了(le)解。
波峰焊是(shì)把(bǎ)融化的焊(hàn)錫用動力形成如同海水的波浪紋,用它掃過電路板的焊點,完成焊接的工作。說的(de)簡(jiǎn)單,操作起來有很多需要調整的方(fāng)麵,關於焊錫溫度需要經(jīng)過多次試驗才(cái)可以確定,由(yóu)於產品的特性不同,尺寸大小不同(tóng),PCB的布線方式及銅箔量不同,PCB的元件量不同,綜合以(yǐ)上因素PCB所需的溫度量也會不同,所以每個產品必須使用專用(yòng)工程板測試條專用的溫度曲線,以確保設備設定溫(wēn)度(dù)適合產品的需求(qiú)。當設備和產品(pǐn)發(fā)生變更(gèng)的情況下必須重新測(cè)試溫度曲線,重測要求參考波峰焊標(biāo)準作業程序“波峰焊印(yìn)製電路板裝配工藝控製要求”。一般的波峰焊接溫度範圍:無鉛(qiān)的溫度:255+/-5攝氏度 ,有鉛波峰焊溫度(dù):230+/-10攝氏度
波(bō)峰焊工藝→印製板預(yù)熱(rè)溫度和時(shí)間的控(kòng)製 預熱的作(zuò)用:
a.將焊劑中的溶劑揮發(fā)掉,這樣可以減少焊接時產生氣體;
b.焊劑中鬆香和活性劑開始分解和活性化,可以(yǐ)去除印製板焊盤、元器件端頭和引腳表麵的氧化膜以及其它汙染物(wù),同時(shí)起到保護金屬(shǔ)表麵防止發生再氧化的作用;
c.使印製板和元(yuán)器(qì)件充分預熱,避免焊接時(shí)急劇升溫產生熱應力損壞印製板(bǎn)和元器件。
印製線路(lù)板預熱溫度和時間要根據印製(zhì)板的大(dà)小、厚度、元(yuán)器件的大小和(hé)多少、以及貼裝元器件的多少來確定(dìng)。預熱溫度在90-130℃(PCB表麵溫度),多層板(bǎn)以及有較多貼裝元器件時預(yù)熱溫度取上限。參考時定要(yào)結合(hé)組裝板的具體情況,做工藝試驗或試焊後進行設置。預熱時間由傳送帶速度來控製。如預熱溫度偏低或和預熱時間過短,焊劑中的溶劑揮發不(bú)充分,焊接時產生氣體引起氣孔、錫(xī)球等焊接缺陷;如預熱溫度偏高或 預熱時間過長,焊劑被提前分解(jiě),使焊(hàn)劑失(shī)去活性,同樣會引起(qǐ)毛刺、橋接等焊接缺陷。
