

回流焊的溫度(dù)怎麽設定 ,如何設定(dìng)回(huí)流焊的溫度曲線
發布(bù)時間:2020-02-29 瀏覽:次 責任編輯:晉力達(dá)
SMT回流焊各溫(wēn)區設定的(de)溫度是(shì)根(gēn)據所(suǒ)需焊接產品的材質、電子元件(jiàn)的大小、錫膏或紅膠廠家提供的(de)融錫曲線圖、客戶提供的工藝曲(qǔ)線圖、回流焊設備的溫差值等等綜合考慮。那麽(me)該如何入手呢,首先要明白完美的溫度值(zhí)需要和精準(zhǔn)的運輸速度、回流焊熱風(fēng)頻率相(xiàng)匹配,例如:某司生產(chǎn)鋁基板(bǎn)燈條(tiáo)用到回流焊,溫(wēn)度設定達到融錫(xī)點,但(dàn)是運輸速度設置為2000mm/min,產品還沒有充分完成吸熱就被傳出爐外,這會導致錫膏未融化。最佳的設定溫度方式其實也很簡(jiǎn)單,下麵晉力達為您詳細介紹如何設置回(huí)流焊溫度。

根據回流焊自帶的爐(lú)溫測試軟件或第三方溫度曲線(xiàn)測試(shì)儀器模擬出最佳溫度和參數,步驟如下:
1,分析曲線:首(shǒu)先拿到客戶要(yào)求的曲線圖,如果沒有(yǒu)需參照錫膏(gāo)供應商提供的曲線圖,然(rán)後分(fèn)析其溫度曲線(xiàn)升溫區,恒溫區,焊接區,冷卻區各個溫區的峰(fēng)值及持續時間。
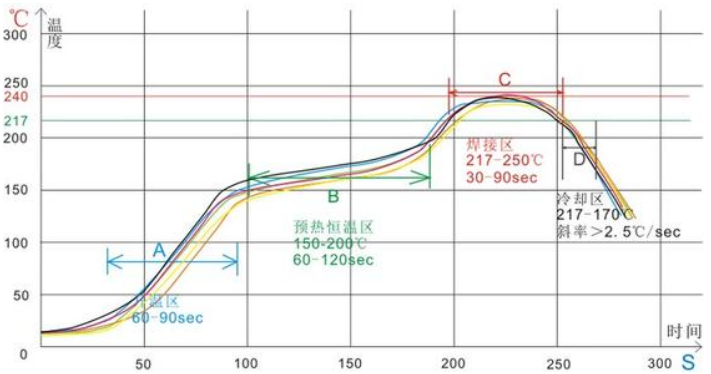
2,預設溫度:以最通用8溫區回流焊為例,查看回流(liú)焊爐溫溫差值,設定溫度值(zhí)為(wéi)該溫區溫度+回流(liú)焊溫差,一般回流焊溫(wēn)差在5°以內, 如上圖第一溫區(qū)為150°+5° 所以第一溫區應該設為155°,觀看恒溫區曲線所得溫度屬於緩慢遞增(zēng)狀態,所以第(dì)二溫區,第三溫區(qū),第四溫區,第五溫區可(kě)設置為165°,180°,195°,210°,第六(liù)溫區,第七溫區屬於焊接區了,需要抬高溫度,可設置為230°,255°,回(huí)流冷卻區設為225°,這樣(yàng)初步溫度就設定完成了。
3,計算其他參(cān)數:查看曲線圖總體所(suǒ)用時間,用爐子長度除以曲線圖的總體時間可(kě)以得出每秒運輸距離,這裏指(zhǐ)的爐子長度是測(cè)溫線從開始測溫到停止測溫(wēn)的距離,而不是爐子的長度(dù)尺寸,時間也是指開(kāi)始到停止(zhǐ)測(cè)溫的時間(jiān)。
4,校準溫度差異:按照預熱參數測試爐溫,把測溫探頭置於產品焊接點或烘烤的位置,注意測溫線探頭一定要貼住焊接點,否則溫度曲線會很(hěn)難看,不平滑,測溫也不準,可以用紅膠(jiāo)粘(zhān)住測溫探頭。完成測溫後根據客戶的曲線圖來校準溫度,溫度高就減少,溫度(dù)低就增高(gāo),慢慢調(diào)試到最接(jiē)近(jìn)客戶的曲線。
根據以上介紹(shào)是不(bú)是很容易就設(shè)置好(hǎo)溫度了呢?更多資訊請查詢:【深圳晉力達資訊欄】
