

波峰(fēng)焊和回流焊的(de)pcba設計(jì)考慮
發布時間:2020-09-16 瀏覽:次 責任編(biān)輯:晉力達
波峰焊與回流焊
波(bō)峰(fēng)焊和回流焊這兩種(zhǒng)焊接技術在功能上有很大不同焊接部件。例(lì)如,波峰焊結合使用波峰或波峰來(lái)焊接元件。另一方(fāng)麵,回流焊利用(yòng)烘箱(xiāng)對焊料進行長(zhǎng)時間加熱,以允許(xǔ)預先施加的焊膏中的焊料顆粒“回(huí)流”這一過程取決於整個電路板(bǎn)表麵良(liáng)好的熱量分布。
如前所述,這兩種焊接技術有很大的不同。然而,兩者都提供了將(jiāng)元件焊接到印刷電路板上(shàng)的能力。但是,根據您特定的焊接需求和設計限製,一種方法可能比另一種方法更全麵地滿足您的設(shè)計需求。91在线精品一区在线观看將更全麵地討論這兩種方(fāng)法,並概述兩者的優勢,以便更好地了解哪種方法適合您的特定焊接需求。
什麽是波峰焊?
雖然波峰焊機有各(gè)種類型,但這些波峰焊機使用的基本(běn)原理和部件一般是相同的。此外,在此過程中使用的必要設備如下:
· 焊劑噴霧器
· 將(jiāng)印刷電路板移動通過(guò)不同區域(yù)的傳送係(xì)統
· 焊(hàn)接過程中使用的一(yī)盤焊料
· 產生焊料上湧或焊料波的泵
關於在此過(guò)程中使用的焊(hàn)料,它(tā)通常由金屬混合物組成(chéng)。例如,標準含鉛焊(hàn)料由以下化學成分組成:
· 50%錫
· 49.5%鉛
· 0.5%銻(一種化學元素,符號Sb,原子序(xù)數51)
注意:2006年7月1日有害物質限製該指令首次禁止在所有當前和未來製造的新電子產品中使用鉛基焊料。此外,從那時起,替代焊料由兩種無(wú)鉛變體組成。這些選擇無鉛的選(xuǎn)項包括錫-銅-鎳合金、錫-銀-銅合金(jīn)和常用(yòng)的變體SN100C (99.25%錫、0.7%銅、0.05%鎳)。

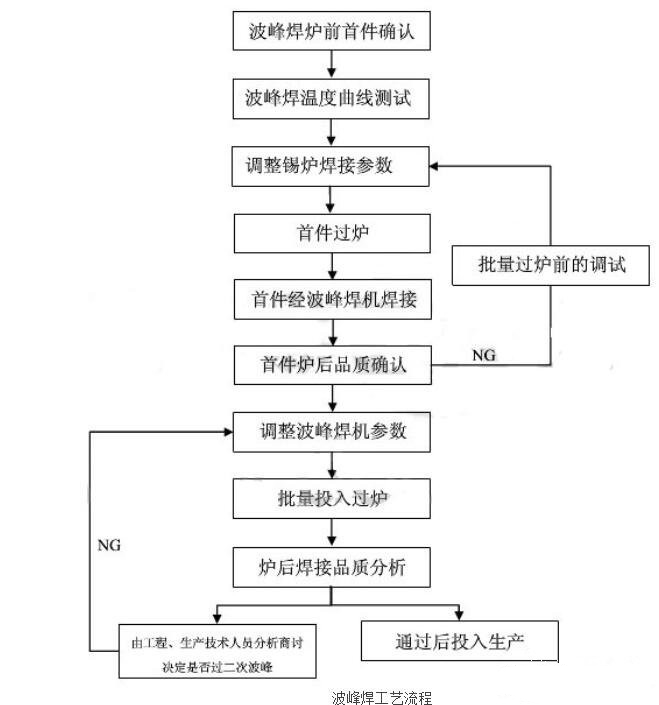
波峰焊接工藝
波峰焊工藝用於印刷電路(lù)板製造。貼片在通過焊接波之前,通過(guò)貼片機粘在印刷電路板(bǎn)的表麵。總的來說(shuō),這一工藝非常適合多氯聯苯(běn)的批量生產。它包括利(lì)用一(yī)個(gè)泵來(lái)產生一個焊料的高潮,印刷電路板通過。這盤湧出(chū)的熔化焊料看起來像一個(gè)駐波,因此得名。當印刷電路(lù)板接觸這種波時,附著的元件被焊接到(dào)印刷電路板上。
曾幾何時,波峰焊被用於表麵貼裝和通孔印刷電路板組件。然而,許多問題,包括(kuò)控製越來越小的元件上的緊(jǐn)密間距引線的焊料量,以及向BGA和其他封裝下連接的移動,導致了所謂的選擇性波峰焊(hàn)。這是使用波峰焊的區域,而(ér)不是整個電(diàn)路板。
最近,有係(xì)統地用表麵貼裝變體替(tì)換通孔元件。此外,隨著設計師選擇表麵(miàn)貼裝元(yuán)件而不(bú)是通孔,焊接技術的前景(jǐng)也在發生變化。這當然意味著回流焊目前正在取代波峰(fēng)焊技術的使用。大多數大(dà)規模電子應用尤其如(rú)此(cǐ)。
注意(yì):波峰焊仍然是選擇(zé)的方法,無論何時使用SMDs都是不謹慎(shèn)的,例如高引腳數連接器、大功率器件等通孔技術占主導地位。這(zhè)是實際使用的方法焊接通孔元件安裝到(dào)為表麵貼裝型元件設計的印刷(shuā)電路板上。這(zhè)包括高度特定應用的通孔元件和多引線通孔(kǒng)元件。
什麽是(shì)回流焊?
在包(bāo)含電鍍通孔(PTH)和表麵貼裝技術(SMT)組件的印刷電路板上使用回(huí)流焊工藝可能是(shì)有益的。怎麽做?首先,如果通孔回流可以通過特(tè)殊改進的焊膏模(mó)板實現,該工藝可以取消波峰焊接步驟。此外,如果它允許刪除步驟,則可以節省時間(jiān)正在(zài)…降低組(zǔ)裝成本。也可以使用帶有(yǒu)通(tōng)孔(kǒng)元(yuán)件(jiàn)的回流焊爐(lú)。然而(ér),該過程包括(kuò)在將通孔元件的引線插入焊膏之(zhī)前用焊膏(gāo)填充孔。
回流焊技術的主(zhǔ)要(yào)目標是通過焊膏達到共晶(jīng)溫度(dù),從而使焊膏經曆相變成為熔融狀態(tài)(液體)。此外,正是在這(zhè)個特定的(de)溫度範圍內,熔融合金表現出粘附特性。此外(wài),熔化的焊(hàn)料合金表現得很像水,但同時具有粘附性和內聚(jù)性(xìng)。此外,有了足夠的焊劑,當(dāng)處於液態時,熔化的焊料合金表現出一(yī)種叫做潤(rùn)濕的特性。
注意(yì):術(shù)語“低共熔物”(如上所用)被(bèi)定義為表示或與(yǔ)固定比例的物質(zhì)混合物有關,該混合物在單一溫度下(xià)熔化(huà)和凝固。這個單一(yī)溫度低於單(dān)個元素或它(tā)們的(de)任何混(hún)合物的(de)熔點(diǎn)。
回流焊(hàn)爐的溫(wēn)度曲線非常(cháng)適(shì)合:
· 印刷電路板(bǎn)中(zhōng)接地層的特定尺寸和厚度的特性
· 印刷電路板組件(jiàn)
· 組件的大小和數量
· 這層數在印刷電路板內

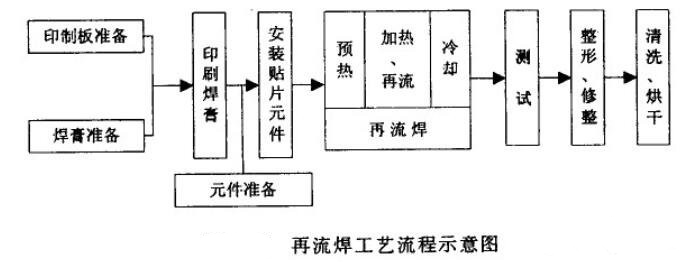
回流焊工藝(yì)
回流焊是一種利用焊(hàn)膏由焊(hàn)劑和粉末焊(hàn)料的粘性(xìng)混合物組成,用於將微(wēi)小的電子元件臨時連接到它們的接觸墊上。此外,一旦連接階段完成,該過程(chéng)使整個組件經受受控的加熱。在這個過程(chéng)的結合點,熔化的焊膏(gāo)回流,從而產生永久的焊點。此外,該(gāi)過程通過以下(xià)方法之一完成必要的加熱:
· 在紅外燈下通過組件
· 將組件通過回流爐
總的來說,帶有擴展工業(yè)對流爐的回流焊技術是將貼片焊接到(dào)印刷電路板上的理(lǐ)想工藝。此外,烘箱內的不同部分具有由印刷電路板組件的熱要求控製的調節溫度。
特(tè)定印刷電路板的溫度曲線將允許焊料回流到(dào)相鄰表麵上,而不會損壞(huài)或(huò)超過電氣元件的溫度公差。對於(yú)傳統的回流焊(hàn)方法,通常有四(sì)個階段或區域,每個階段或區(qū)域都具有獨特的熱特性(xìng),如下所示(shì):
· 第一階段:預熱
在這一階段,主要目標是(shì)持續安全地將組件預熱到預回流或浸泡溫度。
· 第二階段:熱浸(jìn)泡
該階段通常包(bāo)括60至120秒的暴露時間,以激活焊劑並去(qù)除焊膏揮發物。
· 第三階段:回流
這是91在线精品一区在线观看達到最大允許溫度的地方,這是一(yī)個關鍵的考慮因素。一般來說,典型的峰值溫度在液相線以上20-40℃之間。
· 階段4:冷卻
在這(zhè)個最後階段,91在线精品一区在线观看逐漸冷卻(què)處(chù)理(lǐ)過的印刷電路板,並固化(huà)焊點。適當冷卻的效(xiào)果防止部件(jiàn)上的熱衝擊或過度的金屬間化合物形成。
波峰焊與回流焊(hàn)的設計
如上所述,波峰焊和回流焊有明顯的區別。這些(xiē)差異轉化為不同的設計考慮,如下所示。
波峰焊設計考慮
· 間距和間隙
遵循良好的DFM間距和間隙指南總是很重要的(de),但對於波峰焊(hàn)來說更是(shì)如此,因為必須有足夠的間隙讓焊料在元件和(hé)其他表麵器件之間流(liú)動。
· 阻焊壩
另(lìng)一個問題(tí)是焊料(liào)會(huì)流過阻焊壩。在這種情況下,會出(chū)現焊料橋接(jiē)或應隔離的元件焊盤之間(jiān)的連接。
· 組件方(fāng)向
實(shí)現均勻流動對波峰焊非常重要。通過定向組件來支持這將導致更(gèng)高質量的連接。
回流焊設計(jì)考慮
· 材料熱特性
對於回流,電路板(bǎn)會經受(shòu)更高的溫(wēn)度和更長的時(shí)間。這意(yì)味著板的(de)熱特性;例如CTE和耗(hào)散是重要的考慮因素。
· 組件(jiàn)和封裝尺寸對齊不當
如果元件引(yǐn)腳和封裝焊盤沒有正確對(duì)齊,可能(néng)會導致許多問題;例如元件的一(yī)側未連接的墓碑,或者(zhě)可能影響流入或流出元件引(yǐn)腳的電流量的不良焊點。
· 紙板變形
由於多氯聯苯長時間處於(yú)高溫下,電路板可能會翹曲或破裂(liè)。因此(cǐ),板材的材料和(hé)結構必須能夠(gòu)承(chéng)受溫(wēn)度循環。
上述清單並非詳(xiáng)盡無遺;然而,無論采(cǎi)用何種焊接方法,大多數其他設計考慮都很重要。
91在线精品一区在线观看現在知道波峰焊更適合通孔元件(jiàn),回流(liú)焊接是SMD的理想選擇(zé)。然而,利用任一(yī)種組件類型的任(rèn)一種方法(fǎ)都有(yǒu)可能(néng) 獲得預期的結果。請記住,要實現前麵(miàn)提到的結果,還需要采取其他具體(tǐ)步(bù)驟。
一般來(lái)說,使用這些技術的考慮取決於組件類(lèi)型、設計約束和需(xū)求。在節奏自動化,91在线精品一区在线观看可以幫助您確定最佳行動方案,以確保您的PCBA發展進程順利進行。
